


3D printimisel on alati üks ebamugav probleem: kuidas toestada keerulisi detaile, mille ülemised kihid on laiemad, kui alumised ja jäävad justkui õhku rippuma? Siiamaani on enamus 3D printereid lahendanud selle lihtsalt - tugistruktuuriga, mis hiljem detaili küljest ära lõigatakse ning kinnituskohad siledaks lihvitakse. Tüütu, aga lihtne. Metalli puhul veel tüütum. Toimetusele saatis ExOne oma lahenduse, mida kasutatakse tööstuses tugistruktuurideta metalli printimisel. Vaatame, kuidas see käib.
Metalli 3D printimisest oleme me juba kirjutanud. Selles TTÜ printeris trükitakse laserkeevitusega kiht-kihi haaval ja puhutakse iga kihi puhul üle jääv metallipulber lihtsalt minema. Tugistruktuurid on vajalikud.
Kuid on ka teistsuguseid tehnoloogiaid.

Nn binder jetting "liimib" materjali kokku laserit kasutamata. Prototüüpe saab kiirelt teha näiteks liivateradega, mis paigutatakse kiht-kihilt ja vajalikud kohad liimitakse kinni, tulemuseks on "liivakoogid", mis on ülima täpsusega ja ilma tugistruktuurideta. Üleliigne liiv pole kokku liimitud ja puhutakse hiljem lihtsalt minema, printimise ajal aga toestab see detaili "rippuvaid" osasid.
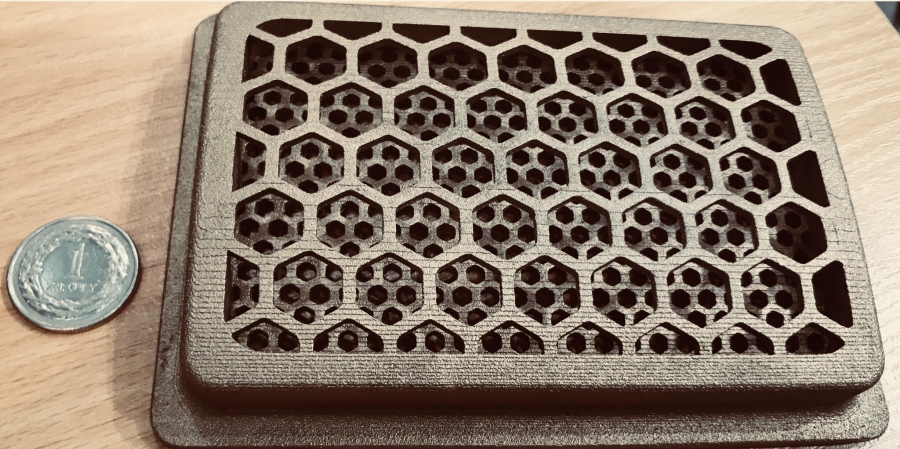
Metalliga on põhimõte sama: kiht-kihi haaval trükitakse välja metallikihid ja ümbritsetakse mittesulava pulbriga, mille sees puhkab valmis detail. 3D printerist välja võttes tuleb "tolmuimejaga" pulber eemaldada ning ongi puhas, tugistruktuurideta detail olemas. Kuna pind võib pulbri ja liimi tõttu jääda veidi krobeline, töödeldakse metalldetaile pärast eraldi ahjus, eemaldatakse liim ja silutakse.
Niimoodi saab välja trükkida detaile erinevatest matrejalidest tööriistaterasest alustades ja vase ja pronksisulamitega lõpetades.




